Designing Cylinders for Use with Proximity Switches
Inductive proximity switches are rapidly replacing magnetic reed and mechanical limit switches for cylinder control, principally because of their high frequency response and the fact that they have no moving parts. However, for a probe-type proximity switch to work properly, the air gap between switch probe and piston cushion collar must be held within strict bounds. Unfortunately, conventional cylinders often have such loose tolerances that the air gap cannot be controlled with any certainty. The result is inconsistent performance from one cylinder to another and in some instances the switches do not work at all. A NFPA interchangeable cylinder specifically designed for use with proximity sensors eliminates these problems.
 Inductive proximity switches that sends near end-of-stroke typically consist of the main body, mounted on the outside of the cylinder end cap and a probe positioned through a port that emits a cone shaped radio frequency field. Penetration of the radio frequency cone by the piston hub activates the switch. Due to a short cone length, the air gap between hub and probe must be precisely controlled.
Inductive proximity switches that sends near end-of-stroke typically consist of the main body, mounted on the outside of the cylinder end cap and a probe positioned through a port that emits a cone shaped radio frequency field. Penetration of the radio frequency cone by the piston hub activates the switch. Due to a short cone length, the air gap between hub and probe must be precisely controlled.
This creates a new critical dimension – piston centerline to proximity switch mounting surface – that previously was unimportant to the machining tolerances of commercial pneumatic cylinders. Tight tolerances are required on spacers, pistons and end covers because variations in these dimensions produce variations in the nominal air gap between hub and probe. But because proximity switches are usually retrofit onto existing cylinders designs, variations in the nominal air gap are quite likely, causing a number of problems
- The switch will fail to actuate if the air gap is too large
- The rod-end switch will actuate and not deactivate if the air gap is too small and the step between rod and hub is minimal, a common situation on small bore cylinders.
- There can be a loss of “stroke-to-go” providing sufficient adjustment when a solid stop is built into a tool.
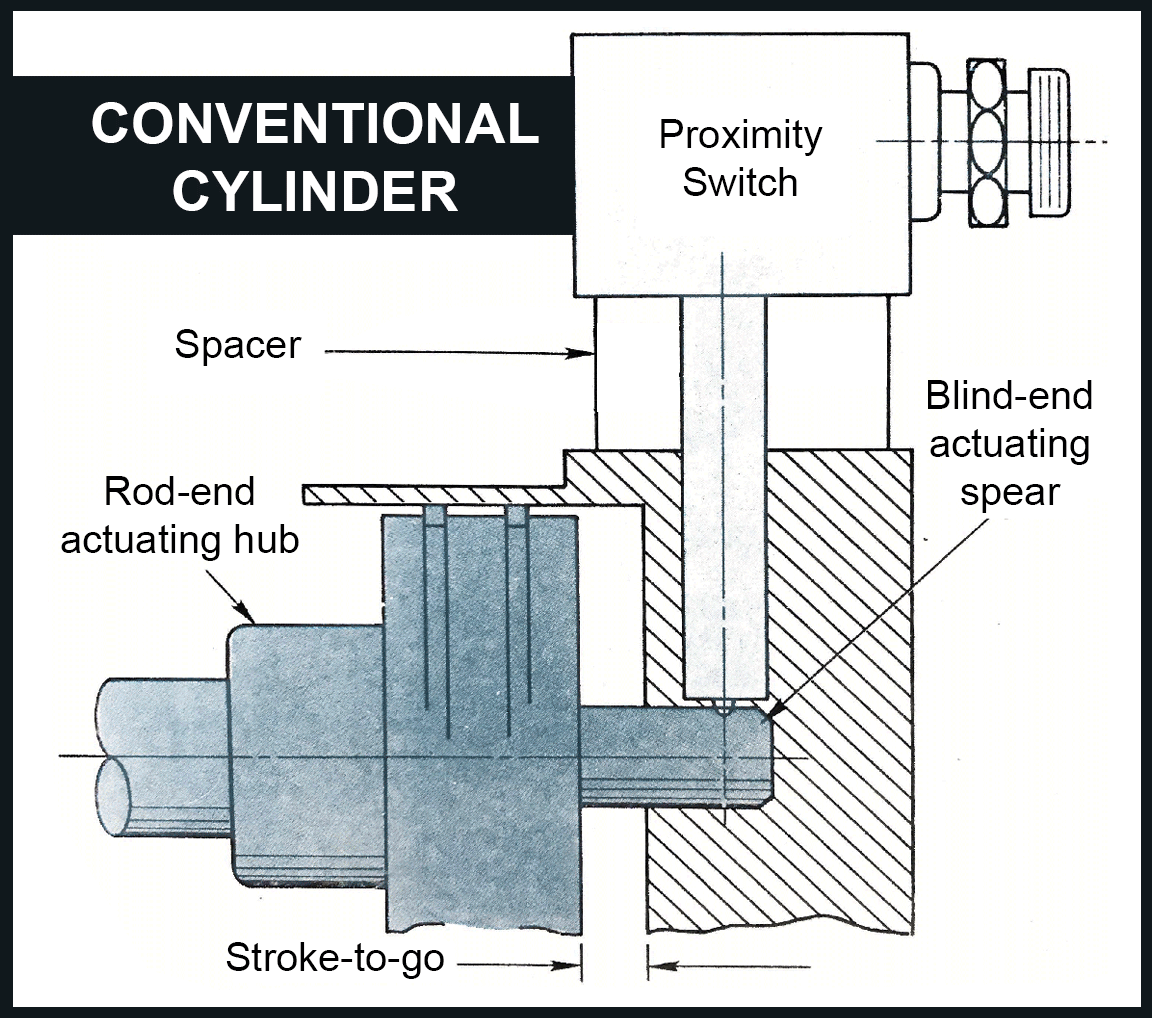
Stroke-to-go is the remaining distance the piston rod travels once the switch is actuated, or more precisely, the distance between piston face and end cap upon switch actuation. Loss of stroke-to-go means the switch may not trigger before the stroke reaches a solid stop.
Conventional solutions to the variable air-gap problems are meeting with limited success. Nearly every manufacturer is mounting switches to the cylinder by using shims and spacers, in effect requiring custom fit-up of every cylinder. Three or more spacers are commonly needed and there is additional concern with spacer thickness and squareness. Despite this effort, the end result is still a wide variation in air gap.
This Approach usually dictates the use of different switches and spacers for each end of the cylinder and often different switches for different cylinder sizes. This can create inventory headaches if a wide variety of cylinders are used. In addition, proximity switches are available that can be threaded into a port to adjust probe depth, but vibration can cause the switch to move, leading to unreliability.
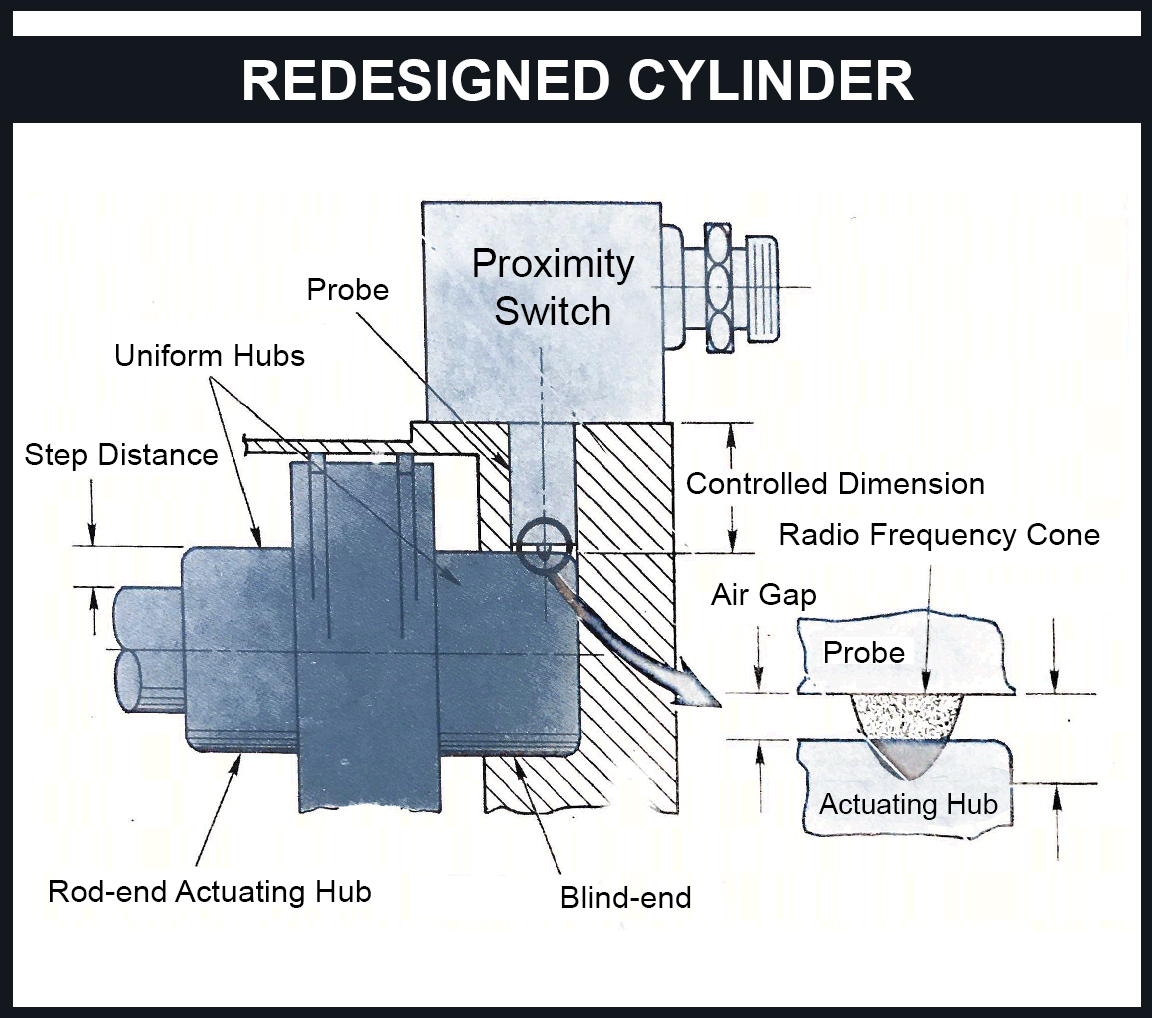
A new cylinder designed with optional proximity switch requirements in mind, eliminates many of these problems. For example, the piston hub OD and distance from cylinder centerline to switch mounting boss are tightly controlled, eliminating the need for spacer adapters. This also provides a single air gap range at both ends of the cylinder and for all bore sizes, providing consistent actuation.
In addition, the same switch is used at each end of the cylinder and a single problem length is suitable for most cylinder bores. Using the same switch for many sizes substantially reduces the inventory costs.
Finally, a large step from piston rod to piston hub is used in every cylinder. This prevents the rod from accidentally actuating the switch.






Leave a Reply
You must be logged in to post a comment.